جوش فورجینگ چیست و چگونه انجام میشود؟
۱۴۰۴/۰۶/۲۵
9 دقیقه
جوش فورجینگ یکی از قدیمیترین روشهای جوشکاری برای اتصال فلزات محسوب میشود که اولین بار در سال 1939 برای جوش ریل قطارهای آمریکا استفاده شد و سپس در سال 1952 در ژاپن به عنوان جوش سر به سر میلگرد جهت مقاوم سازی ساختمانها معرفی گردید. با اینکه این روش، سنتی و ساده است اما همچنان ذهن برخی از افراد با این سوال درگیر است که جوش فورجینگ چیست و چگونه انجام میشود؟
در جوشکاری فورجینگ، دو قطعهی فلزی با کربن پایین یا کربن بالا از طریق فشار و دمای بالا به یکدیگر متصل میشوند. در این روش خبری از مواد پرکننده و الکترود جوشکاری نیست و فقط با تغییر شکل فلزات و ایجاد پیوند مولکولی محکم میان آنها انجام میشود.
شناخت نحوه اجرای فورجینگ میلگرد، مزایا و محدودیتهای آن میتواند به مهندسان و صنعتگران کمک کند تا بهترین انتخاب را متناسب با پروژههای خود داشته باشند؛ پس این مطلب را دنبال کنید تا همه چیز را درباره جوش به روش فورجینگ بدانید.
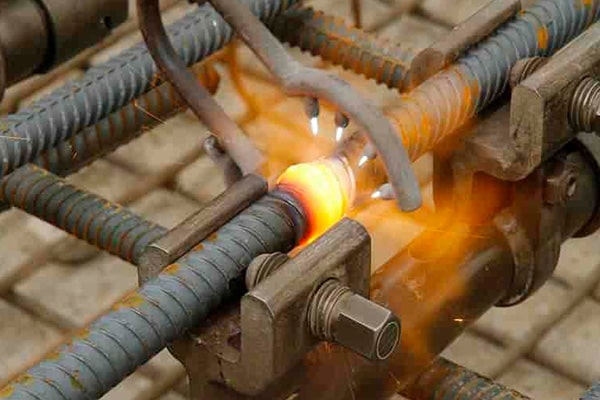
یکی از رایجترین روشهای جوشکاری به خصوص در پروژههای بزرگ و قطعات سنگین، جوش فورجینگ است. در این روش، دو قطعه مورد نظر را به سمت یکدیگر میفشارند و سپس بخش حرارتزا دستگاه را حدود چهل ثانیه در محل اتصال نگه میدارند تا عملیات جوش انجام شود. فورجینگ شبیه به تکنیک آهنگری و کوبش فلزات است که میتواند از طریق چکش کاری، پرس و نورد برای شکل دهی انواع فلزات کاربردی باشد.
بسیاری از افراد، جوش فورجینگ را با جوش ذوبی اشتباه میگیرند؛ اما تفاوتهای زیادی میان این دو روش وجود دارد. در جوش ذوبی باید محل اتصال قطعات به طور کامل ذوب شوند، یک وسیله اتصالی میان دو قطعه قرار گیرد، سپس آن محل با ماده مخصوصی پر شود و در نهایت با استفاده از اره الماسه، ساختارهای کریستالی از بین برده شود.
درحالی که جوش فورجینگ نه به ذوب کامل نیاز دارد و نه به دستگاههای اضافی برای صاف کردن محل اتصال. همچنین این روش برای قطعات سنگین و پروژههایی که دوام کار برای آنها بسیار مهم است کاربرد دارد، اما جوش ذوبی در جوشکاریهای سبک مورد استفاده قرار میگیرد.
برای جوش فورجینگ به یک کوره یا مشعل گرم سازی، پرس هیدرولیک یا چکش مکانیزه برای اعمال فشار، فیکسچرها و قالبهای مناسب، ارههای مختلف مانند اره آتشی سردبر و اره دیسکی برای پرداخت محل اتصال و تجهیزات ایمنی، نیاز است.
جوش فورجینگ به روشهای مختلفی انجام میشود، اما اساس کار در تمام آنها تقریبا یکسان است. اغلب فلزات را میتوان از طریق فورجینگ به یکدیگر متصل نمود. مراحل عملیات فورجینگ یا سر به سر میلگرد عبارت است از:
عملیات فورج فلزات تنها برای جوش دادن دو قطعه به یکدیگر نیست، بلکه برای ایجاد یک شکل خاص در فلزات نیز کاربرد دارد. انواع روشهای جوش فورجینگ بر اساس دما و دستگاه مورد استفاده برای آن طبقه بندی میشود که هر کدام از آنها دارای چند زیر مجموعه هستند.

اصطلاح سرد و گرم در بسیاری از ابزارهای صنعتی مطرح است؛ برای مثال اگر قصد خرید دستگاه اره عمودبر را داشته باشید، باید مشخص کنید که دستگاه سردبر میخواهید یا گرمبر. در بحث فورجینگ نیز سه روش جوش سرد، جوش گرم و جوش داغ وجود دارد که روش کار آنها با یکدیگر متفاوت است.
تقسیم بندی دیگر از انواع فرج کاری فلزات، بر اساس ابزار مورد استفاده برای این کار انجام شده است. از میان روشهای موجود در این لیست، سه مورد آن بسیار رایج است که شامل فورج قالب بسته، فورج قالب باز و رول فورجینگ میباشد.
پیش از آنکه انواع جوش فورجینگ را توضیح دهید، باید بدانید که به قطعه استفاده شده برای شکل دهی یا جوشکاری، اصطلاحا لقمه گفته میشود؛ در ادامه با هر یک از این فورجینگها و روش برخورد با لقمهها در هر فرآیند آشنا خواهید شد.

در روش قالب بسته، لقمه ممکن است به طور کامل یا نصبی توسط قالب شکلدهی پوشانده شود. قطعه برای عملیات فورجکاری نیاز به دو قالب پایینی و بالایی دارد، که قالب پایین ثابت و قالب بالا متحرک است. قطعه میان این دو قالب قرار میگیرد و طی مراحل زیر، عملیات فورجینگ روی آن اعمال میشود:
مراحل فرج کاری قالب باز فلزات دقیقا مشابه با قالب بسته است. تنها تفاوت این دو روش، میزان پوشش لقمه توسط قالب است. در قالب باز، قطعه به صورت کامل محصور نمیشود، بلکه فقط بخشی از آن توسط قالب در بر گرفته شده و به آن شکل داده میشود.
در روش رول فورجینگ از دو غلطک چرخان برای شکل دهی، کاهش ضخامت و افزایش استوکهای تخت و مدور استفاده میشود. این استوکها روی غلتک قرار میگیرند و توسط آن به چرخش درمیآیند. در حین چرخش به آنها حرارت داده میشود و توسط غلتک دوم با حرکتی مخالف غلتک اول، عملیات شکل دادن به فلز انجام میشود؛ البته گازی نیاز است با استفاده از ابزارهای دیگر مانند دستگاه اره عمودبر، به صورت دستی در تغییر شکل فلز دخالت کرد.

جوش فورجینگ به عنوان یکی از جدیدترین روشهای اتصال میلگردها و شکل دهی به فلزات، مزایایی زیادی را به همراه دارد که آن را به یک روش پرطرفدار در پروژههای بزرگ تبدیل کرده است. از مزایای این روش میتوان به مقاومت بسیار بالای اتصالات، کاهش هزینهها به دلیل عدم نیاز به الکترود و مواد اضافی، بدون ایجاد پرتی، اتصال یکپارچه میلگرد و سرعت بالا در جوش سر به سر میلگرد اشاره کرد.
البته لازم به ذکر است که هیچ چیز بینقصی در این جهان وجود ندارد و جوش فورجینگ نیز از این قائله مستثنی نیست. فورج کاری با معایبی همچون نیاز به اپراتور حرفهای، نداشتن استاندارد دقیق برای تنظیم دما و زمان و تعداد ضربات، کنترل دشوار حرارت برای جلوگیری از تغییر شکل فلز و گرم شدن محیط به دلیل حرارت تولیدی همراه است.
نیاز به اپراتور ماهر: اجرای دقیق فرآیند فورجینگ میلگرد، به دانش و تجربه اپراتور بستگی دارد. کوچکترین خطا در فشار یا زمان جوش میتواند کیفیت اتصال را کاهش دهد.
هر فلزی که بتواند تحت فشار تغییر شکل دهد، برای شرکت در عملیات آهنگری فلزات مناسب است. برخی فلزات تحت تاثیر حرارت و فشار کم طاقت هستند و با ترک خوردگی و شکستگی مواجه میشوند، اما برخی دیگر مانند مس، فولاد کم کربن و پر کربن، تیتانیوم، نیکل و چدنهای هیپویوتکتوئید میتوانند بر اثر گرما و فشار فیزیکی، بدون آسیب تغییر شکل دهند.

اورلپ میلگرد به وصله پوششی شهرت دارد که توسط آن میتوان دو میلگرد را به یکدیگر متصل کرد. در این روش، بخشی از میلگرد اول دقیقا در مجاورت میلگرد دوم قرار میگیرد و سپس با حرارت و فشار به یکدیگر متصل میشوند. اورلب میلگرد در پروژههای کوچک و میلگردهای سبک کاربرد دارد، درحالی که جوش فورجینگ با اتصال سر به سر میلگرد اغلب در پروژههای صنعتی و بزرگ استفاده میشود.
جوش فورجینگ یکی از روشهای قدیمی و در عین حال بسیار کاربردی در صنعت است که به دلیل استحکام بالا، صرفهجویی در هزینه جوش، عدم پرتی، سرعت بالا و ایجاد اتصالات یکپارچه، به جایگاه ویژهای در پروژههای عمرانی و صنعتی رسیده است.
فرج کاری با استفاده از فشار، کوبش و حرارت بالا انجام میشود، بنابراین نیازی به مواد پرکننده و الکترود نیست. انتخاب این روش و سایر راههای جوشکاری به نوع پروژه، میزان استحکام مورد نیاز، مهارت اپراتور، بودجه و امکانات موجود بستگی دارد؛ اما به طور کلی، فرج میلگرد و فلزات اغلب در صنایع بزرگ و پروژههای سنگین مورد استفاده قرار میگیرد.
دسته بندی محصولات
شاید به این مطالب نیز علاقه مند باشید