معرفی روشهای تخصصی جوشکاری آلومینیوم با الکترود
۱۴۰۴/۰۸/۱۹
7 دقیقه
آلومینیوم به دلیل وزن کم، مقاومت مناسب در برابر خوردگی و قابلیت شکلپذیری بالا، دومین فلز پرکاربرد جهان پس از فولاد محسوب میشود. درست به دلیل همین ویژگیها، جوشکاری آلومینیوم نسبت به فولاد چالشهای بیشتری دارد و باید روشهای تخصصی جوشکاری آلومینیوم با الکترود، نحوه انتخاب الکترودهای مناسب و تنظیمات صحیح دستگاه جوش را شناخت.
در این مقاله با انواع روشهای جوش آلومینیوم با الکترود را که شامل جوشکاری لیزر، پرتو الکترونی، جوش اصطکاکی و قوس الکتریکی است، آشنا خواهید شد. اگر قصد دارید کیفیت کار خود را ارتقا دهید یا در پروژههای حساس صنعتی از آلومینیوم استفاده کنید، شناخت این روشها است تا جوشی بادوام، مقاوم و استاندارد به دست آورید.
علاوه بر جوشکاری آلومینیوم با هوا گاز، جوش آلومینیوم با الکترود نیز یکی از روشهای تخصصی برای اتصال این فلز است. همانطور که در صنعت برشکاری باید تیغه مخصوص برش آلومینیوم در انواع دستگاه برش استفاده شود، در این روش نیز از الکترودهای ویژهای با روکش مناسب استفاده میشود تا آسیبی به این فلز سبک و حساس وارد نشود.
الکترود یک سیلم فلزی و رسانا است که جریان برق را دریافت کرده و از آن برای جوش دادن قطعات استفاده میکند. آلومینیوم دارای یک لایه اکسیدی بسیار مقاومی است که نقطه ذوب بالاتری نسبت به خود فلز دارد، به همین دلیل هنگام جوشکاری باید این لایه اکسید حذف یا کنترل شود تا اتصال به صورت کامل و نفوذی انجام شود.
در روش جوشکاری آلومینیوم با اینورتر از جریان برق بالاتر، تنظیمات دقیقتر و گرم کردن آلومینیوم پیش از جوش استفاده میشود تا انتقال حرارت به لایههای بعد از لایه اکسیدی در فلز مدیریت شود و حوضچه مذاب پایدار بماند.
این فرایند برای تعمیرات صنعتی، اتصال ورقها و پروفیلهای آلومینیومی، ساخت تجهیزات سبک و صنایع خودروسازی استفاده کاربرد دارد. انتخاب الکترود مناسب، پاکسازی سطح قطعه و تنظیم صحیح پارامترهای جوش سه اصل اساسی برای انجام جوشی باکیفیت، بدون تخلخل و با مقاومت بالا هستند.

در مجموع چهار روش برای جوش زدن آلومینیوم با الکترود وجود دارد که شامل جوشکاری آلومینیوم با لیزر، پرتو الکترونی، جوش اصطکاکی و قوس الکتریکی است. در ادامه، هر یک از این روشها را مورد بررسی قرار خواهیم داد تا به طور کامل با نحوه جوشکاری آلومینیوم با الکترود آشنا شوید.
یکی از انواع بهترین روشهای جوشکاری آلومینیوم با الکترود، استفاده از لیزر است. در این روش، یک پرتو لیزری با چگالی بالا روی محل جوش متمرکز میشود و شروع به ذوب کردن فلز میکند. پس از چند ثانیه یک حوضچه مذابی با عمق و عرض کم ایجاد میشود که قطعات را به یکدیگر متصل میکند.
اگر در زمینه برشکاری نیز فعالیت کرده باشید و بدانید اره نواری چیست، درک بهتری از تمرکز انرژی خواهید داشت. هنگام برش با اره نواری، تیغه آنقدر به یک مسیر مشخص اعمال نیرو میکند تا قطعه جدا شود؛ در برش لیزری نیز، پرتو آنقدر به یک محل انرژی وارد میکند تا آن را به نقطه ذوب خود برساند.
از روش جوشکاری لیزری آلومینیوم برای آلیاژهایی که مقاومت کمتری در برابر خوردگی دارند استفاده میشود. برای مثال آلیاژهای ۶xxx آلومینیوم که اغلب حاوب منیزیم و سیلیکون هستند را باید به روش لیزر جوش داد و از میله پر کننده یا فیلتر آلومینیومی 4032 یا 4047 استفاده کرد.
استفاده از پرتو الکترونی یکی دیگر از روشهای تخصصی جوشکاری آلومینیوم با الکترود است. نحوه جوش آلومینیوم با پرتو الکترونی مشابه با لیزر است و تنها تفاوت آنها در نیاز به گاز محافظ میباشد. جوشکاری با پرتو الکترونی در خلا انجام میشود و نیاز به گاز محافظ برای جوش ندارد، درحالی که جوشکاری لیزر با حضور گاز محافظ صورت میگیرد.
پرتو الکترونی نفوذ بسیار بالایی دارد و به همین سبب آن را بهترین روش برای جوشکاری آلومینیوم ضخیم میدانند. درست است که حوضچه مذاب در این روش کوچکتر از لیزر است، اما میتواند به عمق آلیاژ نفوذ کند و آن را به خوبی جوش بزند.
همانطور که در حین استفاده از ابزارهایی مانند دستگاه برش دیسکی باید سرعت و تمرکز تیغه را متناسب با قطعه تنظیم کرد، برای جوشکاری مطلوب با پرتو الکترونی نیز باید شدن و نقطه زنی پرتو را به خوبی کنترل کرد تا بهترین نتیجه حاصل شود.

از دیگر روشهای تخصصی جوشکاری آلومینیوم با الکترود میتوان به جوش اصطکاکی اشاره کرد. در این روش برخلاف دو مورد قبلی خبری از ذوب فلز نیست، بلکه دو قطعه تحت فشار و حرارت قرار میگیرند و جوش میخورند.
برای جوش دادن دو قطعه فلزی از طریق جوش اصطکاکی باید یک قطعه را به گیره متحرک و دیگری را به گیره ثابت متصل نمود. سپس این قطعه متحرک را با سرعت بسیار بالا به حرکت درآورد و آن را در تماس با قطعه ثابت قرار داد.
قطعه متحرک به سمت قطعه ثابت فشار وارد میکند و به وسیله اصطکاک ایجاد شده از برخورد آنها، حرارت بالایی تولید میشود؛ این حرارت باعث میشود دو قطعه با یکدیگر جوش بخورند. این روش برای قطعات آلومینیومی توصیه نمیشود، اما دیده شده است که در برخی صنایع از آن استفاده میکنند.
در جوش اصطکاکی، حرکت رفت و برگشتی و فشار تدریجی اهمیت زیادی در کیفیت جوش دارد؛ دقیقا مشابه با الگوی حرکتی تیغ اره عمودبر که با لرزش کنترل شده، سطح فلز را آماده میکند، با حرکتهای متناوب در یک مسیر و اعمال فشار لازم آن را برش میدهد.
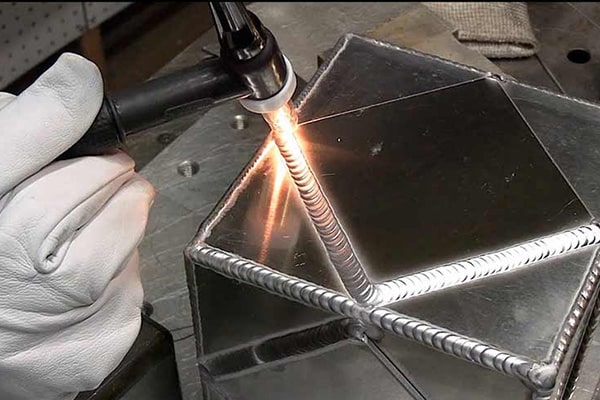
آخرین روشی که برای جوشکاری آلیاژهای آلومینیوم با الکترود معرفی خواهیم کرد، جوش با قوس الکتریکی است. در این روش از الکترودهای مخصوصی که 5 درصد آنها از فلز سیلیسیم و 95 درصد آنها از فلز آلومینیوم ساخته شده است برای عملیات جوشکاری استفاده میشود.
الکترودهای قوس الکتریکی دارای قطرهای مختلفی هستند که باید متناسب با ضخامت فلز انتخاب شوند؛ یعنی هر چقدر فلز ضخیمتر باشد به الکترود قطورتری نیاز خواهد بود. همانطور که هنگام بررسی قیمت دستگاه اره نواری ستونی یا هر وسیله برقی دیگر به توان موتور و ظرفیت دستگاه توجه میکنید، برای تهیه دستگاه جوشکاری قوس الکتریکی نیز باید جریان و ولتاژ را در نظر بگیرید.
جوشکاری آلیاژ آلومینیوم با قوس الکتریکی، به دو روش تیگ (آرگون) و میگ انجام میشود که تفاوت آنها در گاز مورد نیاز است. در روش جوشکاری قوس الکتریکی تیگ «TIG» از گاز آرگون که خاصیت ضد اکسیداسیونی دارد برای جوشکاری استفاده میشود، در حالی که برای جوشکاری قوس الکتریکی میگ «MIG» از گاز محافظ بیاثر مانند هلیوم استفاده میشود تا به محیط اجازه اثرگذاری بر جوش را ندهد.

تشخیص آلومینیوم مناسب برای جوشکاری با الکترود دقیقا همان حساسیتی را میطلبد که هنگام خرید دستگاه اره فلکه ای لازم است؛ یعنی باید آلیاژی را انتخاب کرد که در برابر تنش و حرارت واکنش قابل پیشبینی داشته باشد.
خوب است بدانید که تمام آلیاژهای آلومینیوم را نمیتوان با الکترود جوش دارد و یک انتخاب اشتباه میتواند منجر به ترک، انحنا و حتی تخریب اتصال شود. یکی از معیارهای اصلی برای انتخاب آلومینیوم مناسب جهت جوشکاری با الکترود، نقطه ذوب است؛ آلومینیومی که درجه ذوب آن حدود 658 و نقطه ذوب لایه اکسیدیاش 2000 درجه است را میتوان با الکترود جوش داد.
اختلاف دمای زیاد بین فلز آلومینیوم و لایه اکسیدی که سطح آن را پوشانده است، باعث میشود که لایه اکسیدی دیرتر ذوب شود و تاثیری بر کیفیت جوش نگذارد.
عامل مهم دیگر که در انتخاب آلومینیوم مناسب برای جوشکاری با الکترود دخالت دارد، نوع آلیاژ است. از آنجایی که آلومینیوم به طور طبیعی فلزی با مقاومت تقریبا پایین است، فقط برخی از آلیاژهای آن میتوانند حرارت و تنش جوشکاری با الکترود را تحمل کنند.
مناسبترین آلیاژها برای این نوع جوشکاری، سه گروه هستند که شامل سری 1000، سری 3000 و سری 5000 میباشند. این آلیاژها ساختار پایدارتری دارند و در برابر حرارت نیز از مقاومت خوبی برخوردار هستند.
جوشکاری آلومینیوم با الکترود به دلیل ساختار خاص این فلز و حساسیت بالای آن نسبت به حرارت، نیازمند دقت، مهارت و رعایت نکات مهمی است. علاوه بر انتخاب بهترین روشهای تخصصی جوشکاری آلومینیوم با الکترود، باید نکات زیر را نیز در نظر بگیرید تا کیفیت جوش به حداکثر برسد.
آلومینیوم فلزی حساس است که باید در طی عملیاتهای مختلف مانند برشکاری و جوشکاری به آن توجه ویژهای داشت. در این مطلب سعی کردیم از طریق معرفی روشهای تخصصی جوشکاری آلومینیوم با الکترود، نحوه انتخاب آلیاژ مناسب برای این نوع جوشکاری و بررسی نکات مهم به شما کمک کنیم تا باکیفیتترین جوش را در قطعات آلومینیومی خود ایجاد کنید.
دسته بندی محصولات
شاید به این مطالب نیز علاقه مند باشید