

بر اساس تحقیقات صورتگرفته اولین دستگاههای تراش و تیغههای مربوط به آنها در سالهای 1300 تا 1310 هجری شمسی به کشور وارد شدند و توانستند به مرور زمان در تمامی صنایع، جایگزین روشهای قدیمی و سنتی شوند.
با ورود این ماشینها به صنعت و نیاز به برش قطعات و مواد گوناگون از قبیل فلزات، سنگ، چوب و … نیاز به تیغ ارههای با کیفیت و قابلیتهای مختلف روز به روز بیشتر احساس میشد.
دستگاههای اره نواری از سال 1808 پا به عرصه صنعت گذاشتند، و لازمه اصلی فعالیت این دستگاهها تیغ ارههای آنها بودند و استفاده از آنها به شکل نواری همزمان با دستگاههای اره نواری بوده است. در ابتدا تیغ ارههای نواری یکپارچه و از یک نوع فلز ساخته می شدند و عمر کمتری نسبت به تیغ ارههای نواری امروزی داشتند. اما با گذر زمان و پیشرفتهای تکنولوژی، تیغ ارههای نواری برای اینکه بازده بیشتری داشته باشند و دیرتر فرسایش یابند، از تکنولوژی ترکیب فلزات برای طول عمر بیشتر بهره بردند.
برای معرفی تیغ اره نواری نیاز به چند مولفه کلیدی داریم که در ادامه به اختصار به آنها اشاره میکنیم:
طول
عرض
دندانه
دندانه بر اینچ
گالت
ست
ضخامت
برخی از این مولفهها به دستگاه برشی که استفاده میکنید بستگی دارند مانند طول و عرض و برخی دیگر ممکن است با متریال قابل برش تغییر کند.
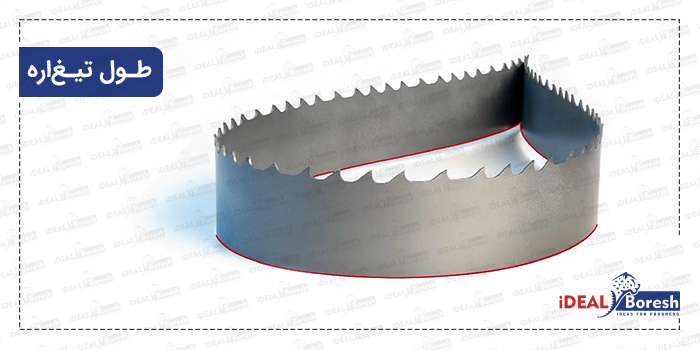
طول:
منظور از طول تیغ اره نواری طول کلی میباشد،که این اندازه برای دستگاههای برش مختلف متفاوت است.تیغ ارهنواریها با دقت و ظرافت از طول جوش داده می شوند تا به دست مشتری برسند.
طول تیغ اره مانند قد انسان اندازه گیری شده و برحسب فوت، اینچ و متر بیان میشوند.
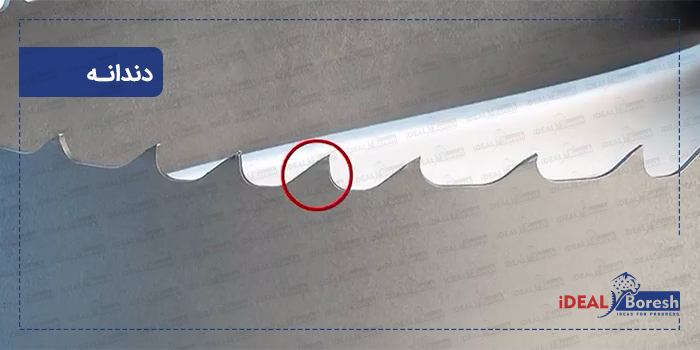
دندانهها:
دندانهها آن قسمت از تیغ اره هستند که سطح متریال را برش میدهند و براده تولید میکنند. به سطح دندانه و اینکه نوکش چه شکلی باشد مدل دندانه میگویند. دندانهها بر اساس مدلی که دارند عملکرد متفاوتی را ارائه میدهند، به گونهای که برای برش متریال مختلف با ظاهر متفاوت یا سختی متفاوت تیغ اره با دندانه متفاوت طراحی شده است.
دندانهها در ابتدای ساخت با متریال متفاوت از بدنه به آن متصل میشوند و میتوانند از متریالهای مختلف ساخته شوند مانند: الماسه، کبالت و… که در نهایت کاربری متفاوتی را ارائه میدهند.
دندانه ها اصولا به صورت زیر خوانده میشوند:
بهطور مثال دندانه 4/3 را سه به چهار میخوانند.
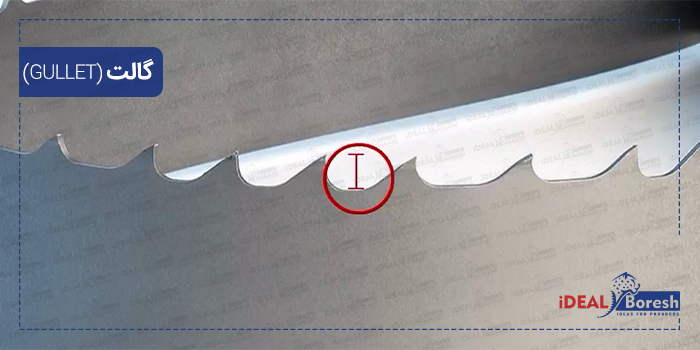
گالت:
ناحیه منحنی که میان نوک دندانهها وجود دارد گالت نامیده می شود و به حد فاصل نوک دندانه ها و پایین ترین قسمت گالت، عمق گالت گفته میشود.
در طول فرایند برش برادهها در درون گالت جمع شده و از روی سطح برش کنار زده میشوند.
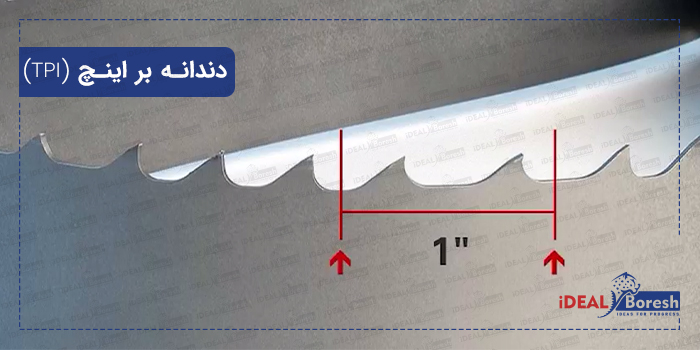
دندانه بر اینچ:
این مولفه مورد بسیار مهمی در سفارش تیغ اره میباشد و به تعداد دندانههایی که در هر اینج از طول تیغ اره گالت تا گالت قرار دارد گفته میشود.
این مورد به متریالی که برای برش مورد استفاده قرار میگیرد ارتباط زیادی دارد.
دندانههای تیغ اره نواری به دندانههای ثابت و متغیر تقسیم میشوند، بطور مثال دندانه 3 به این معنا است که در آن تیغ اره در هر اینچ 3 عدد دندانه وجود دارد. در صورتی که دندانه 3 به 4 به این معنی است که در اینچ اول از این تیغ اره 3 دندانه و در اینچ بعدی 4 دندانه وجود دارد و این تناوب ادامه دارد.
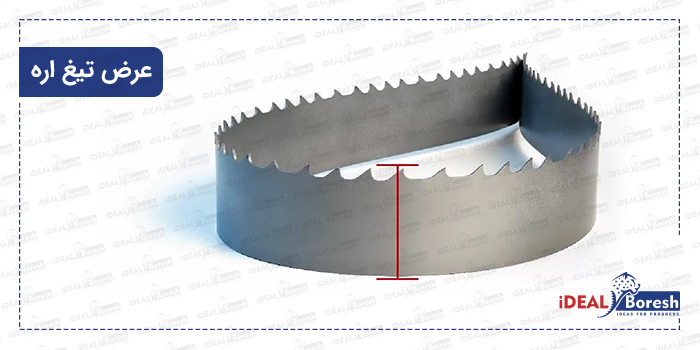
عرض:
به اندازه میان پشت تیغ اره تا نوک دندانهها عرض تیغاره گفته میشود، همانند طول تیغ اره این مولفه هم برای دستگاههای مختلف متفاوت است و باید توجه داشته باشید که اندازه صحیح را متناسب با دستگاه خود سفارش دهید.
عرض تیغ ارهها میتوانند از یک چهارم اینچ تا سه اینچ متغیر باشند.
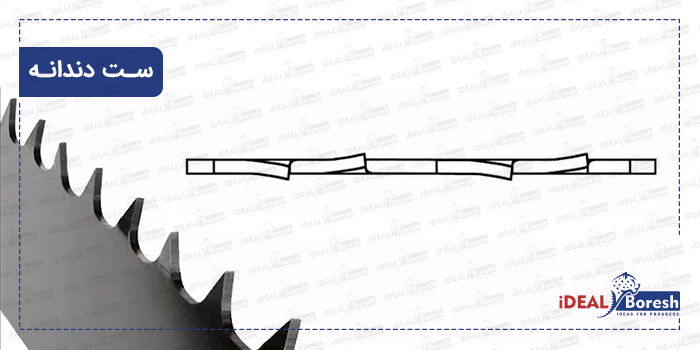
ست:
به تعداد دندانهها و اینکه با چه زاویهای روی تیغه قرار میگیرند،”TOOTH SET” گفته میشود که این مولفه بر عملکرد برش و قابلیت تولید براده برش تاثیر فراوان دارد.
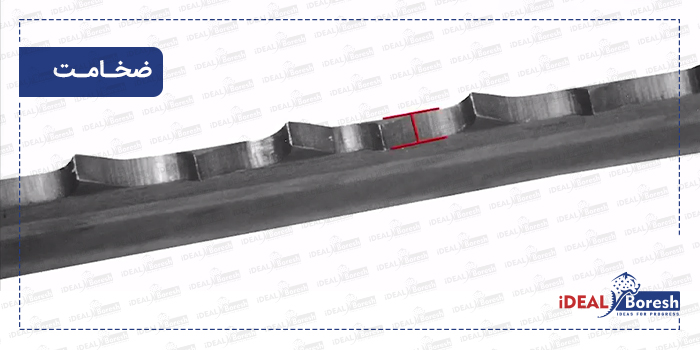
ضخامت:
به فاصله لبه تا لبه تیغ اره ضخامت تیغ اره گفته میشود که این اندازه به طور معمول عدد کوچکی ست مثل هزارم اینچ، این مولفه هم برای انتخاب تیغ اره دستگاههای مختلف متفاوت است. ضخامت تیغ ارهها از 0.65 میلیمتر تا 1.6 میلیمتر را شامل میشوند.
شناخت کامل و انتخاب صحیح تیغ اره نواری مورد نیاز جنبهها و زوایای متفاوتی دارد، آنچه در این مقاله بیان شد مواردی بود که به طور کلی ساختار هویتی تیغ اره را برای ما نمایان میکرد. یکی دیگر از جنبههای بسیار مهم برای شناخت تیغ اره دسته بندی کاربردی آن میباشد. M42 (فولادبُر) ، M51 (استیلبُر) ، PRO (پروفیلبُر) ، سوپر آلیاژ و نوک الماسه جز شناختهشدهترین سرشاخههای این دسته بندی بوده و بسیار کاربردی هستند، که درباره جزییات ساختاری و نحوه عملکرد آنها در مقالات بعدی به تفضیل خواهیم پرداخت.
به صورت کلی انتخاب تیغ اره، مناسب با دستگاه برش و متریالی که برش میدهید از اهمیت به سزایی برخوردار است، امید است در این مقاله توانسته باشیم تا حدودی به آگاهی شما در این موضوع افزوده باشیم. اما انتخاب درست و صحیح تیغ اره علاوه بر تجربه نیاز به دانش تخصصی و فنی از فرایند برش دارد که کارشناسان ما آماده مشاوره دادن به شما عزیزان در این زمینه بوده و شما را تا انتخاب تیغ اره مناسب و دستیابی به برشی ایدهآل یاری میکنند.
برای دریافت مشاوره و خرید تیغ اره نواری، میتوانید از طریق وب سایت ایدهآل برش اقدام نمایید؛ همچنین میتوانید از طریق تماس با شماره ثابت 02168214 و شماره همراه 09120038798 یا 09924008188 از خدمات تلفنی مشاورین فروش ایدهآل برش بهرهمند شوید و خریدی ایدهآل را تجربه نمایید.